





T型槽平台——用途:主要用来固定工件,是钳工工人用来调试设备,装配设备,维修设备的基础工作平台。
T型槽平台材质:高强度铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品的精度稳定,耐磨性能好。
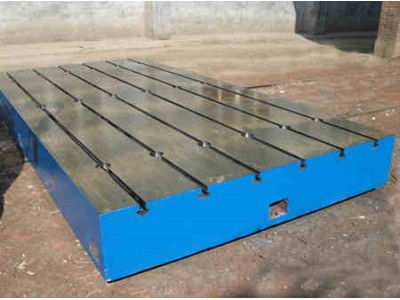
T型槽平台精度:按计量检定规程执行,分别为0、1、2、3四个等级。
T型槽平台的质量检测:
1、T型槽平台工作表面不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。
2、T型槽平台工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各种铸造表面应 型砂、且表面平整,涂漆牢固,各棱边应修钝。在精度等级低于'00'级的平台工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度。在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。
3、T型槽平台的相对两个侧面上,应设置有安装手柄、吊环等吊装设施的螺纹孔或圆柱孔。设计吊装位置时应考虑尽量减少因吊装而引起的变动。
4、根据用户要求,在板工作面上设置螺纹孔或沟槽后,这些部位不应出现高于工作面的凸起现象。
5、T型槽平台工作面的硬度应为HB170-220。
6、T型槽平台应经过稳定性处理和去磁。
 现代机械制造现状分析及机床量具对机械零件的检测(测量)
现代机械制造现状分析及机床量具对机械零件的检测(测量)
一、现代机械制造技术的现状分析
随着经济全球化的发展,市场竞争变得更加剧烈,一个国家制造水平的高低直接决定着其在全球化市场中的竞争力。以现代制造技术的发展来看,它的主要特征主要体现在柔性化、敏捷化、集成化和智能化等等方面。
①柔性制造。所谓柔性制造系统CFMS)是通过成组技术等手段将多组柔性制造单元用自动化物流系统联接而成,其特点是可以完成变批量的自动化制造任务。显而易见,因为以成组技术为基础,柔性制造系统可以在一定范围内,根据成组对象来确定工艺过程,并选择与工艺过程相适应的柔性制造单元进行批量生产,所以柔性制造系统相对于传统的机械制造系统而言,其对市场的反应和适应能力得到了大大加强。这里需要提及的是,柔性制造技术的柔性有一定的适用范围,当加工产品的规格和类型与系统所能加工的产品相差太大时,柔性制造系统将无法加工。
②虚拟制造。虚拟制造技术是通过计算机对产品的全生命周期进行建模和仿真,具体包括对产品的设计、制造、装配和检验等过程的模拟。通过虚拟制造技术,制造企业可以实现对生产资源的最优化配置,从而为缩短产品的研制周期、取得市场的竞争优势打下坚实的基础。
虚拟制造技术的最大特点就是改变了产品的生产制造模式,尤其是避免了试制这一过程所带来的成本和时间上的浪费,其优势包括以下四点:a.极大地缩短了产品的研制周期、降低了研制成本;b.提高了新产品的研发效率,使企业对市场的适应能力空前加强;(..可以根据仿真过程中碰到的问题对制造系统进行优化调整,从而提高生产效率;(}.可以通过仿真的方式为客户提供一个直观的产品印象,方便修改和产品报价。
③敏捷制造。敏捷制造通常以虚拟制造为实现途径,通过其建立的共同基础结构,可以对市场的变化作出迅速响应。敏捷制造与传统制造技术相比,其生产效率更高、制造成本更低,对制造设备的利用率更高,但其实施费用也相对较高,目前并未大范围的进行应用。
④并行工程。并行工程是指在产品的设计阶段就对产品的制造、装配、使用和售后等环节的内容进行同步考虑,对产品全生命周期的各个过程进行并行化处理的系统方案和综合技术,并行工程绝不仅仅只涵盖了产品的设计阶段,它是一种对产品全生命周期中可能出现的问题都进行了监测的机械制造技术。显而易见,并行工程有效地避免了产品研制过程中出现的反复试制现象,对缩短产品研制周期,甚至于实现一次性研发成功具有重要的理论和实际价值。
⑤CIMS。从宏观角度来说,CIMS(计算机集成制造系纷是一种基于现代化生产理念指导下制造企业信息化、集成化、柔性化以及智能化的方向、理论和方法,它没有一种固定的模式,通常由生产管理经营分系统、工程设计分系统、制造自动化分系统、质量保障分系统、计算机网络系统和数据库管理系统六部分组成,其目的是要实现信息集成,以促使企业产品的研制能力和整体管理水平的提高。当然,CIMS的实施成本较高,大多数企业应该根据自己的实际情况,针对瓶颈进行重点投资,在充分利用已有资源的基础上,实现局部的信息化,从而为企业带来良好的收益。
二、机械零件的检测(测量)
1、合理选用测量基准
测量基准应尽量与设计基准、工艺基准重合。在任选基准时,要选用精度高,能保证测量时稳定可靠的部位作为检验的基准。如测量同轴度、圆跳动、套类零件以内孔,轴类零件以中心孔为基准;测量垂直度应以大面为基准;测量辊类零件的圆跳动以两端轴头下轴承的台阶将两端轴承台阶放在V型铁上为基准。零件的平面度使用铸铁平台进行测量。
2、表面检测
机械零件的破坏,一般总是从表面层开始的。产品的性能,尤其是它的可靠性和耐久性,在很大程度上取决于零件表面层的质量。研究机械加工表面质量的目的就是为了掌握机械加工中各种工艺因素对加工表面质量影响的规律,以便运用这些规律来控制加工过程,最终达到改善表面质量、提高产品利用性能的目的,如磕碰、划伤、变形、裂纹等。细长轴、薄壁件注意变形、冷冲件要注意裂纹、螺纹类零件、铜材质件要注意磕碰、划伤等。对以上检测的机械零件,检测完后都要认真作记录,特别是半成品,对合格品、返修品、报废产品要分清,并作上标记,以免混淆不清。
3、检测尺寸公差
测量时应尽量采用直接测量法,因为直接测量法比较简便,很直观,无需繁琐的计算,如测量轴的直径等。有些尺寸无法直接测量,就需用间接测量,间接测量方法比较麻烦,有时需用繁琐的函数计算,计算时要细心,不能少一个因素,如测量角度、锥度、孔心距等。当检查形状复杂、尺寸较多的零件时,测量前应先列一个清单,对要求的尺寸写在一边,实际测量的尺寸在另一边,按照清单一个尺寸一个尺寸的测量,并将测量结果直接填人实际尺寸一边。待测量完后,根据清单汇总的尺寸判断零件合格与否,这样既不会漏掉一个尺寸,又能保证检测质量。
4、检测形位公差
按国家标准规定有14种形位公差项目。关于测量形位公差时,要注意应按国家标准或企业标准执行,如轴、长方件要测量直线度,键槽要测量其对称度。
河北新创工量具制造有限公司(http://www.xcglj.com)主要产品有各种规格大理石平台、铸铁平尺、塞环规、敲击梅花扳手等。产品广泛应用于电站、冶金、机械、化工、船舶、科研、环保、航空、汽车、农机、电器、仪表、医疗器械、五金等生产领域。为了方便用户,可根据客户要求加工订做各种非标准量具,并承接树脂砂铸造。灰口铸铁件、球墨铸铁件及铸钢件。汽轮机厂的垫箱、机床厂的床身、立柱、横梁、工作台、变速箱体铸件业务和机械加业务等等。
T型槽平台材质:高强度铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品的精度稳定,耐磨性能好。
T型槽平台精度:按计量检定规程执行,分别为0、1、2、3四个等级。
T型槽平台的质量检测:
1、T型槽平台工作表面不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。
2、T型槽平台工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各种铸造表面应 型砂、且表面平整,涂漆牢固,各棱边应修钝。在精度等级低于'00'级的平台工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度。在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。
3、T型槽平台的相对两个侧面上,应设置有安装手柄、吊环等吊装设施的螺纹孔或圆柱孔。设计吊装位置时应考虑尽量减少因吊装而引起的变动。
4、根据用户要求,在板工作面上设置螺纹孔或沟槽后,这些部位不应出现高于工作面的凸起现象。
5、T型槽平台工作面的硬度应为HB170-220。
6、T型槽平台应经过稳定性处理和去磁。
现代机械制造现状分析及机床量具对机械零件的检测(测量)一、现代机械制造技术的现状分析
随着经济全球化的发展,市场竞争变得更加剧烈,一个国家制造水平的高低直接决定着其在全球化市场中的竞争力。以现代制造技术的发展来看,它的主要特征主要体现在柔性化、敏捷化、集成化和智能化等等方面。
①柔性制造。所谓柔性制造系统CFMS)是通过成组技术等手段将多组柔性制造单元用自动化物流系统联接而成,其特点是可以完成变批量的自动化制造任务。显而易见,因为以成组技术为基础,柔性制造系统可以在一定范围内,根据成组对象来确定工艺过程,并选择与工艺过程相适应的柔性制造单元进行批量生产,所以柔性制造系统相对于传统的机械制造系统而言,其对市场的反应和适应能力得到了大大加强。这里需要提及的是,柔性制造技术的柔性有一定的适用范围,当加工产品的规格和类型与系统所能加工的产品相差太大时,柔性制造系统将无法加工。
②虚拟制造。虚拟制造技术是通过计算机对产品的全生命周期进行建模和仿真,具体包括对产品的设计、制造、装配和检验等过程的模拟。通过虚拟制造技术,制造企业可以实现对生产资源的最优化配置,从而为缩短产品的研制周期、取得市场的竞争优势打下坚实的基础。
虚拟制造技术的最大特点就是改变了产品的生产制造模式,尤其是避免了试制这一过程所带来的成本和时间上的浪费,其优势包括以下四点:a.极大地缩短了产品的研制周期、降低了研制成本;b.提高了新产品的研发效率,使企业对市场的适应能力空前加强;(..可以根据仿真过程中碰到的问题对制造系统进行优化调整,从而提高生产效率;(}.可以通过仿真的方式为客户提供一个直观的产品印象,方便修改和产品报价。
③敏捷制造。敏捷制造通常以虚拟制造为实现途径,通过其建立的共同基础结构,可以对市场的变化作出迅速响应。敏捷制造与传统制造技术相比,其生产效率更高、制造成本更低,对制造设备的利用率更高,但其实施费用也相对较高,目前并未大范围的进行应用。
④并行工程。并行工程是指在产品的设计阶段就对产品的制造、装配、使用和售后等环节的内容进行同步考虑,对产品全生命周期的各个过程进行并行化处理的系统方案和综合技术,并行工程绝不仅仅只涵盖了产品的设计阶段,它是一种对产品全生命周期中可能出现的问题都进行了监测的机械制造技术。显而易见,并行工程有效地避免了产品研制过程中出现的反复试制现象,对缩短产品研制周期,甚至于实现一次性研发成功具有重要的理论和实际价值。
⑤CIMS。从宏观角度来说,CIMS(计算机集成制造系纷是一种基于现代化生产理念指导下制造企业信息化、集成化、柔性化以及智能化的方向、理论和方法,它没有一种固定的模式,通常由生产管理经营分系统、工程设计分系统、制造自动化分系统、质量保障分系统、计算机网络系统和数据库管理系统六部分组成,其目的是要实现信息集成,以促使企业产品的研制能力和整体管理水平的提高。当然,CIMS的实施成本较高,大多数企业应该根据自己的实际情况,针对瓶颈进行重点投资,在充分利用已有资源的基础上,实现局部的信息化,从而为企业带来良好的收益。
二、机械零件的检测(测量)
1、合理选用测量基准
测量基准应尽量与设计基准、工艺基准重合。在任选基准时,要选用精度高,能保证测量时稳定可靠的部位作为检验的基准。如测量同轴度、圆跳动、套类零件以内孔,轴类零件以中心孔为基准;测量垂直度应以大面为基准;测量辊类零件的圆跳动以两端轴头下轴承的台阶将两端轴承台阶放在V型铁上为基准。零件的平面度使用铸铁平台进行测量。
2、表面检测
机械零件的破坏,一般总是从表面层开始的。产品的性能,尤其是它的可靠性和耐久性,在很大程度上取决于零件表面层的质量。研究机械加工表面质量的目的就是为了掌握机械加工中各种工艺因素对加工表面质量影响的规律,以便运用这些规律来控制加工过程,最终达到改善表面质量、提高产品利用性能的目的,如磕碰、划伤、变形、裂纹等。细长轴、薄壁件注意变形、冷冲件要注意裂纹、螺纹类零件、铜材质件要注意磕碰、划伤等。对以上检测的机械零件,检测完后都要认真作记录,特别是半成品,对合格品、返修品、报废产品要分清,并作上标记,以免混淆不清。
3、检测尺寸公差
测量时应尽量采用直接测量法,因为直接测量法比较简便,很直观,无需繁琐的计算,如测量轴的直径等。有些尺寸无法直接测量,就需用间接测量,间接测量方法比较麻烦,有时需用繁琐的函数计算,计算时要细心,不能少一个因素,如测量角度、锥度、孔心距等。当检查形状复杂、尺寸较多的零件时,测量前应先列一个清单,对要求的尺寸写在一边,实际测量的尺寸在另一边,按照清单一个尺寸一个尺寸的测量,并将测量结果直接填人实际尺寸一边。待测量完后,根据清单汇总的尺寸判断零件合格与否,这样既不会漏掉一个尺寸,又能保证检测质量。
4、检测形位公差
按国家标准规定有14种形位公差项目。关于测量形位公差时,要注意应按国家标准或企业标准执行,如轴、长方件要测量直线度,键槽要测量其对称度。
河北新创工量具制造有限公司(http://www.xcglj.com)主要产品有各种规格大理石平台、铸铁平尺、塞环规、敲击梅花扳手等。产品广泛应用于电站、冶金、机械、化工、船舶、科研、环保、航空、汽车、农机、电器、仪表、医疗器械、五金等生产领域。为了方便用户,可根据客户要求加工订做各种非标准量具,并承接树脂砂铸造。灰口铸铁件、球墨铸铁件及铸钢件。汽轮机厂的垫箱、机床厂的床身、立柱、横梁、工作台、变速箱体铸件业务和机械加业务等等。
原文链接:http://www.56zbw.cn/chanpin/show-34372.html,转载和复制请保留此链接。
以上就是关于安徽铸铁工作台批发河北新创_厂价批发_供应T型槽平台全部的内容,关注我们,带您了解更多相关内容。
以上就是关于安徽铸铁工作台批发河北新创_厂价批发_供应T型槽平台全部的内容,关注我们,带您了解更多相关内容。